


精拉管业有限公司(长治分公司)拥有多年的 精密光亮管生产经验和强大的生产能力,以科学的质量管理体系为支撑,以品质管理为基石,以先进的生产设备为依托,专业的技术人员为保障。我厂秉承坚持以质量诚信为原则,奉献真诚的方针,竭诚为广大客户服务。 我厂 以产量高、质量优、规格全、品种多、价格低、供货速度快而著称, 精密光亮管产品在市场上深受广大客户的青睐。 我们的经营方针是:以人为本、用户至上、专业生产、技术创新。我们将以“开拓、进取、求实、创新”的精神与广大同仁共创美好的明天,并期待更好的与广大新老客户真诚合作、


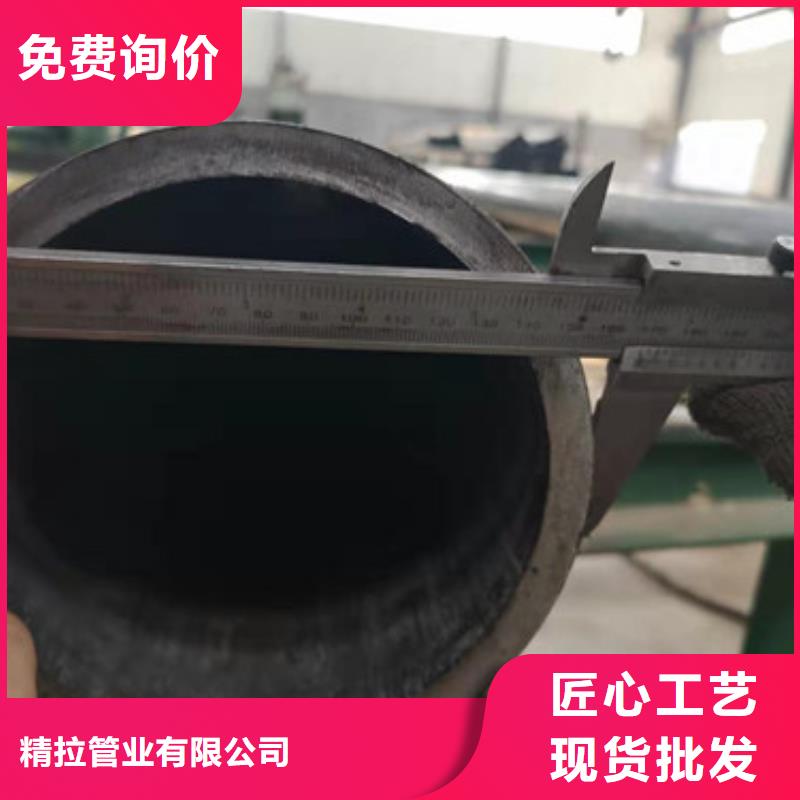
冷拔管是在冷拔的基础上进行制作完成的,由于冷拔管的温度比较高,在长期的使用和不断地进行发展中产生的作用是比较大的,并且是不能够够进行变形的,可以说是冷拔管在钢管中的使用的范围以及频率都是比较大的。冷拔管按照加工的步骤和加工的程序来讲是不会生锈的,但是由于保养的不当和维护的不当,对于冷拔管的使用来说在生活中也是出现了生锈的现象的。
冷拔管为什么也生锈? 当冷拔管管表面出现褐色锈斑(点)的时候,人们大感惊奇:认为 “冷拔管是不生锈的,生锈就不是冷拔管了,可能是钢质出现了问题”。 其实,这是对冷拔管缺乏了解的一种片面的错误看法。冷拔管在一定的 条件下也会生锈的。
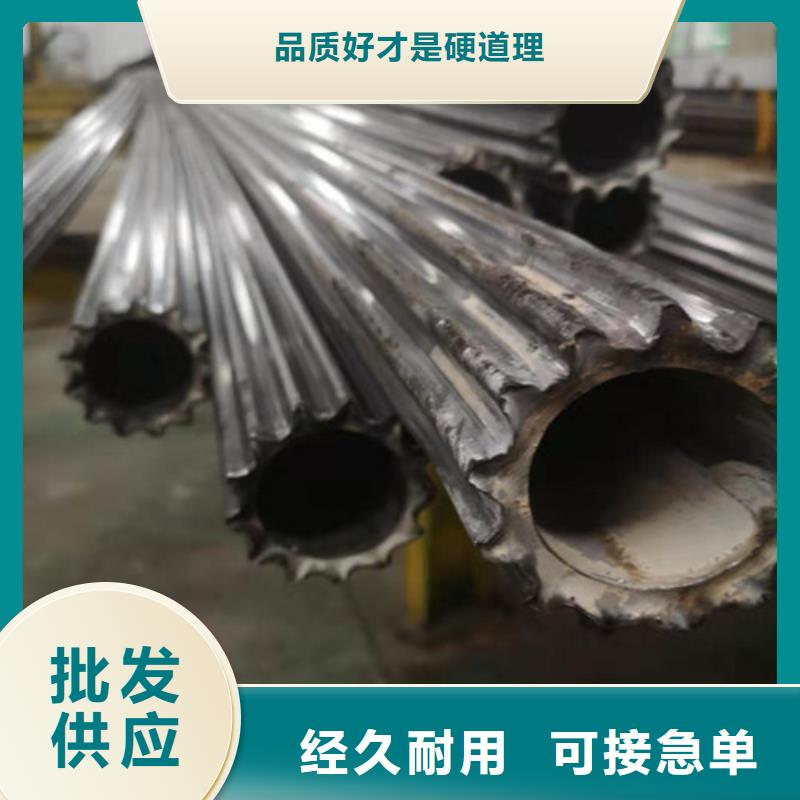
冷拔管具有抵抗大气氧化的能力---即不锈性,同时也具有在含酸、碱、盐的介质中乃腐蚀的能力---即耐蚀性。但其抗腐蚀能力的大小是 随其钢质本身化学组成、加互状态、使用条件及环境介质类型而改变的。 如304钢管,在干燥清洁的大气中,有 优良的抗锈蚀能力,但将它移到海滨地区,在含有大量盐份的海雾中,很快就会生锈了;而316钢管则表现良好。因此,不是任何一种冷拔管,在任何环境下都能耐腐蚀, 不生锈的。



如何对冷拔管进行酸洗。对冷拔管进行酸洗,在对冷拔管进行酸洗时一都会用化学和电解两种方法,这两种方法可有将冷拔管管道的氧化皮去除掉。之所以会将其分成两种方法进行原因是由于化学清洗只可以将表面清洁的非常彻底,对于一些细缝中就很难达到人们所想的结果了。
冷拔管如何生锈。用化学酸洗完之后再用电解方法进行一次补充就可以让冷拔管得到非常好的保护了,对冷拔管进行除锈,在给冷拔管除锈时主要采用钢丝刷对它的表面进行打磨,这种方法可以有效的去除冷拔管表面松动或翘起的铁锈。对冷拔管的表面进行清洗,在对冷拔管进行清洗时要用溶剂或乳剂对表面进行清洗,用来达到除油和除灰尘的作用,这种方法只适合于去除冷拔管表面的油脂和灰尘对锈和氧化皮是无法去除的,因此在防腐生产中这种方法只能作为辅助手段。



冷拔管去产能的方式和方法是多样性的,对于冷拔管而言要不断地进行改善厂家的经营理念和各种的市场行情,还要不断地进行治理产能过剩,这样的话冷拔管行业才能够获得更好地发展,不然的话冷拔管行业是不能更好地进行发展的。在治理产能过剩的时候冷拔管是去产能的主题,要不断地进行淘汰去产能的力度和各种的市场行情对于冷拔管去产能的发展是更加的方便的,因此对于厂家而言要不断地进行技术的创新,政策也是要进行进一步的发展和扶持的。
冷拔管去产能的为有效的捷径就是要进一步的进行企业之间的兼并和重组,处理厂家之间的各部分的之间的利益的关系,妥善处理好厂家员工下岗工人的就业和创业问题。目前,整个冷拔管厂家而言都是有负债的出现的,要好好地进行处理各个方面的利益关系,搞好各个部分的发展的。



工艺:冷拔管中的Cr、Mo、V等强烈的碳化物形成元素有使接头过热区产生再热裂纹的倾向。坡口机加工后(焊接前)MT检查,无裂纹、无缺陷,焊前坡口及周围表面清理(油污、除锈等)至见金属光泽;坡口装配避免强制组对。
焊接前整体或局部预热,焊缝两边各150mm范围内保证预热温度250~300度;层间温度应在预热温度控制范围内。
GTAW(纯Ar气体保护):建议采用TIG-R31(含V)焊丝,直径2.5mm,电流100~140A。如果有一定壁厚,管径不是很小的话,建议采取GTAW+SMAW。SMAW:焊条采用R337,规格可以按实际情况来定。焊接完成后清理飞溅,加热至350~450℃,保温并缓冷的后热措施。12Cr1MoV 采用相应成分的耐热钢焊条,如R310、R312、R317、R316Fe,焊前预热250~350℃,焊后回火处理710~750℃。焊补缺陷或焊后不能进行热处理时,也可采用奥氏体钢焊条,如A302、A307。这时,由于焊缝与母材膨胀系数不同,同时在长期高温工作时还可发生碳的扩散迁移现象,而易于导致在融合区发生破坏。
