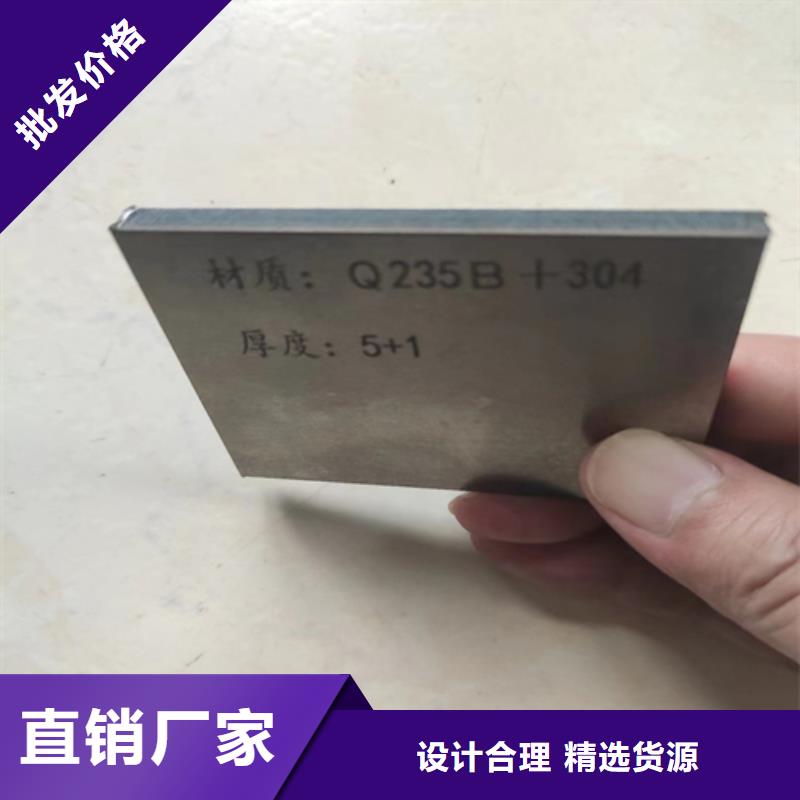




无锡不锈钢复合板 Q235 245 355碳钢金属复合板厂家禁止在复层(316L)表面上用针及铁器划伤表面,不得用油漆、墨汁涂写,为防止复合钢板下料时遭到破坏,应采用等离子切割机,切割时复层应向上。
3.1.3坡口
坡口采用单面坡口,在基层开50°的V型坡口,钝边为6mm,间隙0~2mm。 将坡口组对起来,再在复合层点焊后加护板。在对坡口进行气刨后将V型坡口的下部刨成U型坡口。见图。 坡口图
3.1.4装配焊接
3.1.4.1、焊前装配应以复层(316L)为基准面,焊缝错边允许量为≤2mm,组对间隙0~2mm,在基层和复合层上加护板,要求碳钢不得直接和复合层接触,去除辅助板时应防止损伤基层金属,并将焊接处打磨光滑。
3.1.4.2.定位焊
复合板的定位焊焊缝长度为10~15mm,间距100~150mm,点焊时要注意防止虚焊或存在根部未焊透。
无锡不锈钢复合板 304不锈钢复合板厂家中南大学开展了爆炸复合材料物理冶金(如界面问题、材料动态行为等)的研究以及新型爆炸复合材料的研制。河南科技大学与河南省耐磨材料工程技术研究中心进行了陶瓷与普通碳钢的爆炸焊实验,并取得了很好的效果。
爆炸焊能是物理性能(熔点、热膨胀特性、硬度等)有明显差异、用普通焊接方法无法实现焊接的金属焊合在一起,并且能获得高强度的焊接接头,从而引起工业界的极大兴趣。到1970年,文献已报导了260种以上由同种或异种金属组合的成功焊接实例,近十年中,这方面的报导又有所增加。爆炸焊方法的早期研究主要是针对平面焊接以及包覆,但是爆炸焊的商业应用价值使这一技术扩展到管道衬层、曲面包覆、管子对接焊、过渡管接头焊接以及许多其他方面的应用。
无锡不锈钢复合板会议同期举行了钢管工匠表彰仪式及钢管工匠基金捐赠颁发仪式。来自中国宝武、江苏银环精密钢管公司、中国金属学会轧钢分会、渤海装备研究院、钢铁产品质量监督检验中心、钢铁研究总院特殊钢研究院等相关企业、学会、机构的代表围绕我国钢管行业发展与未来展望、行业关键技术及装备应用、相关政策解读等内容进行了交流与研讨。全国钢标准化技术委员会钢管分技术委员会副秘书长、正高级工程师李奇对《高压锅炉用无缝钢管(GB/T 5310)》新国标进行了解读。会议还举行了以钢管行业技术创新、绿色转型、智能制造等内容为话题的专题沙龙。此次会议由冶金工业信息标准研究院、上海钢管行业协会主办。来自钢管产业链上下游的500余位代表出席会议,线上直播吸引了近4万人次关注。冶金工业信息标准研究院院长助理付静、上海钢管行业协会专家委员会主任委员孙永喜、李奇分别主持3月31日上午、下午及4月1日上午的会议。
无锡不锈钢复合板二)焊前准备
1、下料
不锈钢复合板的切割以及坡口加工尽量采用机械加工方法,切割面应光滑,采用剪床切割时,复层应朝上。也可以采用等离子切割,切割时复层朝上,严禁将切割的熔渣落在复层上。
2、坡口加工及检查
(1)坡口形式和尺寸按图纸设计规定如设计未明确规定的,可参照图1-1选用。(2)坡口选用原则:确保焊接质量填充金属少,熔合比小,便于操作。
(3)坡口加工一般采用机械方法制成。若采用等离子切割、气割等方法开制坡口则必须去除复材表面的氧化层。
(4)开完的坡口要进行外观检查,不得有裂纹和分层,否则应进行修补。
3、焊前清理坡口及其两侧各20mm范围内应用机械方法及有机溶剂进行表面清理,表面的油污、锈迹、金属屑、氧化膜及其他污物,复层距离坡口100mm范围内应涂防飞溅涂料。
4、焊件装配
(1)装配应以复层为基准,其错边量不得大于复层厚度的二分之一,且不大于2mm,对于复层厚度不同时,按较小的复层厚度取错边量。
(2)定位焊应焊在基层母材上,且采用与焊接基层金属相同的焊接材料。手弧焊定位焊焊缝参照表1-3(δ0为基层厚度)。无锡