





我们的生产线钢筋弯箍机敢与同行比服务视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:生产线钢筋弯箍机敢与同行比服务的图文介绍
专注 数控弯箍机厂家的研发设计、生产加工、销售、安装施工和售后服务于一体的大型综合性企业,为客户提供专业的技术服务和种类丰富、品质优良的 数控弯箍机厂家产品。公司旗下拥有较好的销售团队、有经验的技术人才和售后安装团队,以及先进的管理体系和生产设备公司主营: 数控弯箍机厂家。公司凭借稳定、优良、放心的产品质量和尽善尽美的售前、售中、售后服务,构建了更好的销售网络。


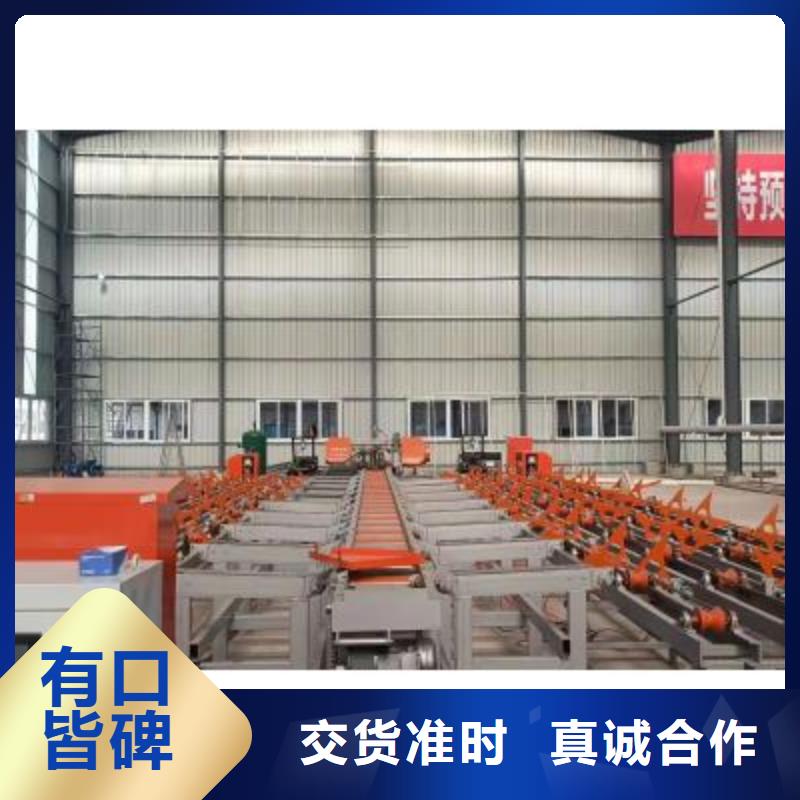
近年来随着科技的进步和发展很多的施工现场桩基钢筋笼越来越多的采用套丝搭接的方式进行,传统的焊接搭接慢慢的被淘汰。因而如何处理套丝搭接问题成为了很多施工方头疼的问题。数控钢筋锯切套丝打磨生产线是专门为处理套丝搭接问题而专门设计的一种数控钢筋加工智能化设备。带大家了解一下数控钢筋锯切套丝打磨生产线具体是如何处理套丝搭接问题的。1、数控钢筋锯切套丝打磨生产线首先对原材料钢筋进行定尺的锯切,在数控屏幕上设置需要锯切钢筋的长度,原材料钢筋使用行吊放到原材料放料架上等待锯切。2、原材料钢筋工人手动拨到运料轨道上,钢筋自动被运送到锯床进行锯切工作。3、原材料钢筋在锯床部位被锯切成指定长度后再通过运料轨道被运送到锯切完毕的半成品储料仓里等待套丝。4、半成品储料仓里的钢筋被一根一根的翻转到套丝轨道上,分别进行两个端头的套丝。5、两个端头套丝完毕的钢筋被翻转到打磨轨道上进行两个端头的打磨。6、两个端头打磨完毕的钢筋被翻转到成品储料仓里等待取用。由上可见,整个的生产流程中使用人工的地方非常少,因而数控钢筋锯切套丝打磨生产线越来越多的出现在了施工现场。很多的施工方有刚开始的不接受到后来的慢慢喜欢。数控钢筋锯切套丝打磨生产线越来越受到欢迎。在此向施工方要说明的是锯切套丝打磨生产线是对原材料钢筋的两个端头进行处理,而并非是对已经做好的笼子成品进行处理。而且数控钢筋锯切套丝打磨生产线也存在一些弊端,比如占地空间较大,对场地的平整度要求较高等。



全自动锯切套丝生产线操作视频 数控锯切打磨钢筋生产线 锯切套丝打磨生产线多少钱一台?本机是一种主要针对棒料钢筋头部螺纹加工全自动一体化设备。能够将钢筋按照需要自动完成钢筋端部螺纹加工工艺,并在制作小直径钢筋是能通过墩粗工艺将钢筋头部墩粗产品优势1. 本产品原料存储架采用大吨位存储,并可与棒材自动上料机配合使用,实现上一个循环尚未结束时即 可进行下一步配料,以节省循环周期;1.2.全自动送料辊道,避免原料的二次搬运;1.3.钢筋的输送、翻转、传递等全部由机械完成,大幅度提高了效率;1.4.钢筋输送滚采用V型耐磨辊进行,达到了耐磨、减噪音、寿命长等特点;1.5.缩径、滚丝主机头实现了自动夹紧、送进、缩径、滚丝等功效



锯床带锯条切偏切斜的原因:
首先:带锯条的张紧力不够。这点容易处理,就是挑选数控锯床的时候,要挑选带有张紧绷簧维护的张紧组织,这么要比一般直接硬上的要强许多。一起切成捆锯切时,也要留意张紧力度的挑选。 其次:合金块是不是磨损。合金片?简单说就是带锯床上两个支臂下夹锯条的铁块,两头各有两块,用来夹持锯条用的,主要意图是确保锯条在同一水平线上,以确保锯切的精度。
合金块也算属于消耗品,仅仅相对经用一些罢了,但也有必要定时查看。
:调整支臂间的距离。这是个细节问题,比方你买了个直径130的锯床,正本用来是切开相对大料的,可究竟也有小料嘛,比方80的料,这个时分,疑问就呈现了,你会发现因未及时调整,致使大锯床切开小料的现状。这就致使因距离过长,拉力上就不会均匀,虽然带锯床合金片有起到坚持精度的意图,但因带锯床支臂距离过大,抵消了其效果,这么不小心就呈现了切偏的问题了。



加工钢筋尺寸:16—32mm
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点
外形尺寸:长1100宽840高1350MM
适用范围:
1、刚性机床要兼有故障率低、可靠性好的生产场合。
2、特别适应于高速公路高速铁路钢筋加工场的加工。
3、创新型的结构设计,各种结构优化,钢筋加工场必备。
设备保养:
1、铣刀盘中的铣刀为易耗品,其耗损程度根据钢筋面进刀深度、速度决定。
2、建议钢筋铣入深度为1-2mm。
3、空气压缩机定期放水检测。
4、导入钢筋时慢入至钢筋挡板即可,切勿用刀,以免损伤钢筋。该铣床进给轴为X、Y两坐标控制,主轴为(伺服)动力驱动。能够实现对各种型号规格的钢筋一次装夹,完成夹紧铣平等多种工序加工,适合于多品种、大批量钢筋铣平头的生产,对复杂、高强钢筋端头的加工更能显示其优越性。
二、数控钢筋平头机钢筋端面削平机主要结构特点
